绞龙启动前确认下粉插板开启,方向正确。记住绞龙空转和送粉时大概电流,若不正常上升,停运并立即就地检查是否有异常。
温度高于磨煤机出口温度时应分析原因,并联系热控校对表计,此时排粉机入口温度应控制在 65℃以下,待原因查明并消除后再做调整。制粉系统停运后进口温度控制小于140°C(防爆)
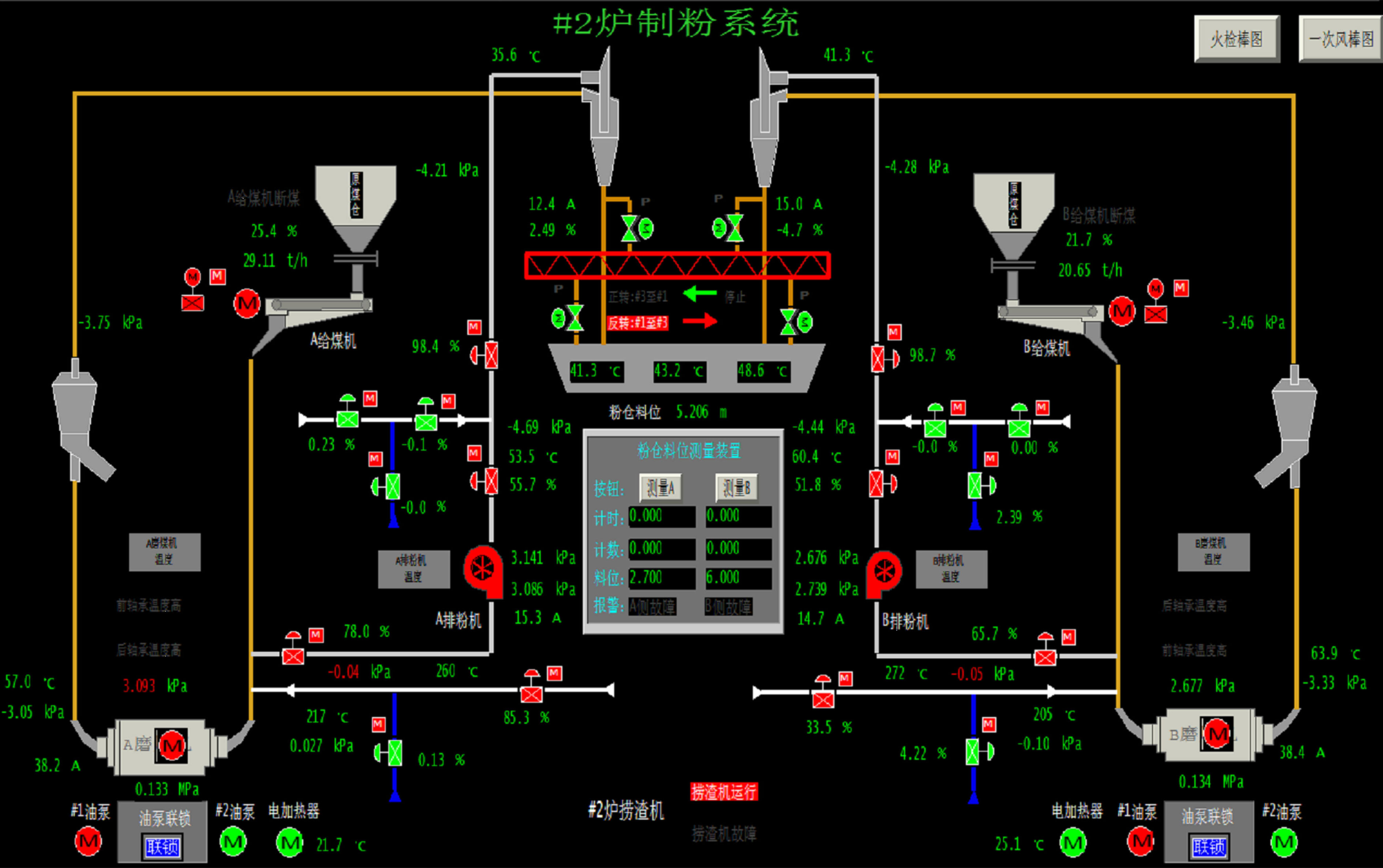
粉仓粉位应保持在 2 m 以上,粉仓温度控制在 70℃以下。70℃以上时应分析原因,并采取措施如:降低磨煤机出口温度至 65℃以下,对粉仓进行降粉至 1.5m,备用火嘴投入运行,邻炉送冷粉;如粉仓温度继续上升,投入制氮装置,向粉仓充氮。
事故处理要点:
一.防爆门破1.通过控制风门,挡板维持一次总风压2.根据情况停运对应侧制粉系统。
二.给煤机断煤1.控制磨煤机出口温度<65℃ 2.处理时间超过20分钟,停运对应磨煤机。
三.制粉系统爆炸1.紧急停运磨煤机,压住回粉管锁气器,同时进行倒风操作,降低排粉机入口风温。
2.确认现场无火星,损坏的防爆门修复后,恢复磨煤机通风,检查筛子处无火星。
四.细粉分离器堵塞1.堵塞严重时,稍关排粉机入口挡板,停止制粉系统,保持一次风压。2.疏通煤粉。
细粉分离器进口水平段温度若不正常升高,则注意此处是否有积粉阴燃
协调磨煤风量与干燥风量,调节制粉系统干燥剂温度,避免因原煤水分过高导致干燥不足或温度过高引发煤粉自燃。同时增加磨煤机通风量,提升气体流速。
若压差过大,可能因煤粉堆积或管路堵塞导致阻力升高;压差过小则可能暗示断煤、通风异常或系统泄漏。同时也反映筒体内煤粉存量的变化。需配合电流等参数判断磨煤机运行健康状态。
需维持负压,否则易跑粉。尤其在高负荷时,二次风门开大,磨煤机进口热风门关小。
抽粉时应控制好磨煤机出口温度<65℃
反映磨煤机煤量的重要参数。随着磨煤机内煤的增多,磨煤机电流先变大后变小。当电流不正常的个位数时,可能是减速器销子断了。
反映皮带上的给煤量,若低于对应转速下的给煤量,则可能半边下煤或断煤。断煤时应及时调整#1、#2 风门,控制磨煤机出口温度至 65℃以下。若长时间处理不了,则停运对应磨煤机。
注意运行系统中负压,负压突然变小,排粉机出口压力上升,可能为防爆门破损。
反映排粉机的运行工况。若电流不正增大或晃动,同时氧量下降,负荷也在波动,则可能旋下筛子堵塞。
维持在2.7~3.5Pa。在“倒风”时,风压波动不得超过 200 Pa。正常运行时,相同风门开度对应的一次风压偏高(或偏低),可能防爆门有破损。若误操作导致一次风压下降,影响燃烧,不允许立即提高至正常风压,否则会导致粉管大量煤粉瞬间进入炉膛引起爆燃。
润滑油压≤0.10 MPa,联启备用油泵,润滑油压≥0.20 MPa,停用备用油泵